
性色在线毛片视频网站丨免费看片A级毛片免费看丨亚洲三级毛片免费观看丨黄色毛片在线观看丨国产黄色免费高清视频丨免费国产黄色大片丨免费国产黄色大片丨免费观看黄网站入口 薄壁軸承的加工難點和解決措施
薄壁軸承顧名思義壁厚較小,工程實踐中,將零件的直徑與壁厚之比大于15的零件,稱為薄壁零件。軸承行業通常用內、外套圈壁厚系數 K (外圈外徑尺寸與外溝徑尺寸之比 D / D e、內圈內溝徑尺寸與內徑尺寸之比 d i / d )來量化,當 1.04< K ≦1.14 時, 稱為薄壁軸承。
薄壁軸承具有質量輕,結構緊湊,慣性矩小等優點,廣泛用于工業機器人、航空飛行器、航天衛星、醫療等高端產品領域,且市場規模逐漸增大。但薄壁軸承的截面積較小,使其徑向壁厚很小,剛性差,極易產生較大的徑向變形,因此,套圈在車削加工、熱處理、磨削加工等諸多工序中,為了防止套圈圓度、平面度超差,出現橢圓、棱圓以及端面翹曲變形等缺陷,需要采用 特殊的手段對軸承套圈進行保護性加工 。
1) 在鍛造工序,對于大尺寸和長徑比小的薄壁軸承套圈,采用兩件或兩件以上合鍛的方法生產,粗磨工序后再采用線切割的方法將套圈分離,以降低鍛造工序的加工難度,減小套圈變形和端面加工余量,節省原材料,提高生產效率。
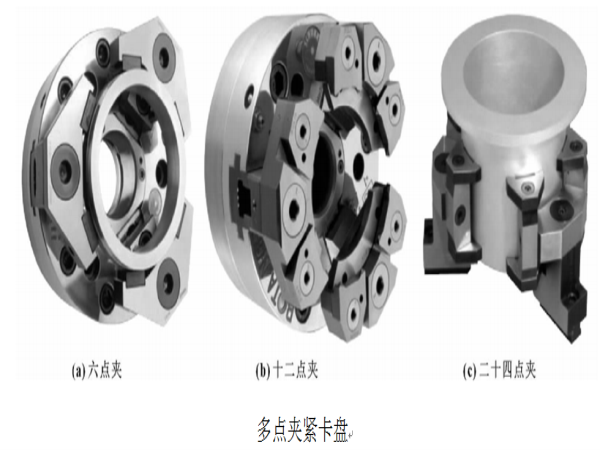
2) 車加工工序中,主要是夾緊定位、切削力過大、夾具設計不合理、切削熱變形和切削過程中的振動影響加工精度。為減小由于車加工應力過大而產生變形,采用較大包絡圓接觸面積且未經淬火的鋼制軟爪夾持套圈進行粗車,如采用多點夾緊卡盤(十二點夾或者二十四點夾);改變定位夾緊方案(改徑向夾緊為端面定位壓緊方式);調整工藝參數(高速切削、小背吃刀量、刀具較大的主偏角、較小的刀尖圓弧半徑、合理切削液選擇等)。粗車后增加一次附加回火,以消除應力。之后軟磨端面,再對套圈進行精車。
3) 熱處理過程中,套圈內部組織產生相變,主要由奧氏體轉變為馬氏體, 密度變小, 體積膨脹,產生組織應力;另外,套圈從高溫( 薄壁產品一般為 830~845 ℃ ) 的膨脹狀態迅速淬火冷卻,產生熱應力。當這2 種內應力超過材料屈服極限時,材料將發生永久性的塑性變形。通常采用壓模淬火控制變形,對沒有條件壓模淬火時,且淬火后對外徑變形過大超過工藝要求的套圈,采用全面整形后再進行回火的方法加以校正,使其控制在工藝要求范圍內。
4) 磨削中主要是:選擇合適的磨削設備、加工方法和磨削工藝參數。如采用帶加強圈的方法,“一拖二”的結構進行加工;磨削外徑面采用多次精細調整機床的方法;工序過程中增加回火穩定處理等, 保證套圈的磨削質量滿足工藝要求。


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3

營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回