
摘要
:隨著現代工程技術的發展,對鋼的綜合性能要求也日趨嚴格,相應地對鋼的材質要求了越來越高。非金屬夾雜物作為獨立相存在于鋼中,破壞了鋼基體的連續性,加大了鋼中組織的不均勻性,嚴重影響了鋼的各種性能。例如,非金屬夾雜物導致應力集中,引起疲勞斷裂;數量多且分布不均勻的夾雜物會明顯降低鋼的塑性、韌性、焊接性以及耐腐蝕性;鋼中呈網狀存在的硫化物會造成熱脆性。因此,夾雜物的數量和分布被認定是評定鋼材質量的一個重要指標,并且被列為優質鋼和高級優質鋼出廠的常規檢測項目這一。
非金屬夾雜物的性質、形態、分布、尺寸及含量不同,對鋼性能的影響也不同。所以提高金屬材料的質量,生產出潔凈鋼,或控制非金屬夾雜物性質和要求的形態,是冶煉和鑄錠過程中的一個艱巨任務。而對于金相分析工作者來說,如何正確判斷和鑒定非金屬夾雜物也因此變得十分重要。
1、鋼中非金屬夾雜物的來源分類
1.1 內生夾雜物
鋼在冶煉過程中,脫氧反應會產生氧化物和硅酸鹽等產物,若在鋼液凝固前未浮出,將留在鋼中。溶解在鋼液中的氧、硫、氮等雜質元素在降溫和凝固時,由于溶解度的降低,與其他元素結合以化合物形式從液相或固溶體中析出,最后留在鋼錠中,它是金屬在熔煉過程中形成的夾雜物。內生夾雜物分布比較均勻,顆粒也較小,正確的操作和合理的工藝措施可以減少其數量和改變其成分、大小和分布情況,但一般來說是不可避免的。
1.2 外來夾雜物
鋼在冶煉和澆注過程中懸浮在鋼液表面的爐渣,或由煉鋼爐、出鋼槽和鋼包等內壁掉落的耐火材料或其他夾雜物在鋼液凝固前未及時清除而留于鋼中。它是金屬在熔煉過程中與外界物質接觸發生作用產生的夾雜物。如爐料表面的砂土和爐襯等與金屬液作用,形成熔渣而滯留在金屬中,其中也包括加入的熔劑。這類夾雜物一般外形不規則,尺寸比較大等,又稱為粗夾雜。這類夾雜物通過正確的操作是可以避免的。
2、鋼中非金屬夾雜物按化學成分分類
鋼中非金屬夾雜物按化學成分詳細分類見圖1,主要分為三大類。

圖1 鋼中非金屬夾按照化學成分分類圖
2.1 氧化物系夾雜
簡單氧化物有FeO、Fe2O3、MnO、SiO2、Al2O3、MgO和Cu2O等。在鑄鋼中,當用硅鐵或鋁進行脫氧時,夾雜比較常見。在鋼中常常以球形聚集呈顆粒狀成串分布。復雜氧化物,包括尖晶石類夾雜物和各種鈣的鋁酸鹽等以及鈣的鋁酸鹽(圖2)。硅酸鹽夾雜也屬于復雜氧化物夾雜,這類夾雜物有2FeO·SiO2(鐵硅酸鹽)、2MnO·SiO2(錳硅酸鹽)和CaO·SiO2(鈣硅鹽)等(圖3)。這類夾雜物在鋼的凝固過程中,由于冷卻速度較快,某些液態的硅酸鹽來不及結晶,其全部或部分以玻璃態的形式保存于鋼中。



2.2 硫化物系夾雜
主要是FeS、MnS和CaS等。由于低熔點的FeS易形成熱脆,所以一般均要求鋼中要含有一定量的錳,使硫與錳形成熔點較高的MnS而消除FeS的危害。因此鋼中硫化物夾雜主要是MnS。
鑄態鋼中硫化物夾雜的形態通常分為3類:
①形態為球形,這種夾雜物通常出現在用硅鐵脫氧不完全的鋼中;
②在光學顯微鏡下觀察呈鏈狀的極細的針狀夾雜;
③呈塊狀,外形不規則,在過量鋁脫氧時出現。
2.3 氮化物夾雜
當鋼中加入與氮親和力較大的元素時形成AlN、TiN、ZrN和VN等氮化物。在出鋼和澆鑄過程中鋼液與空氣接觸,氮化物的數量顯著增加。
3、按夾雜物的塑性變形能力分類
(1)脆性夾物
熱加工時該類夾雜物形狀和尺寸都不變化,但可能沿加工方向成串排列或呈點鏈狀,屬于這類夾雜物的有Al2O3和Cr2O3。
(2)塑性夾雜物
熱變形時該類夾雜物具有良好范性,沿變形方向延伸成條帶狀。屬于這類的有硫化物及含SiO2含量較低(40%~60%)的鐵錳硅酸鹽。
(3)球狀不變性夾雜
鑄態呈球狀,熱加工后保持球狀不變,如SiO2及含SiO2較高(>70%)的硅酸鹽。
(4)半塑性夾雜物
指各種復相的鋁硅酸鹽夾雜。基體鋁硅酸鹽有塑性,熱加工時將產生塑性變形,但是其中包含著的析出相,如氧化鋁等是脆性的,加工時仍保持原狀或只是拉開距離。
4、夾雜物的鑒定
早期主要用光學顯微鏡配合X射線結構分析和化學成分分析,積累了寶貴的經驗和豐富的資料。近年來,采用電子探針對夾雜物進行微區成分分析日益增多。目前鑒定夾雜物的大致方法有以下兩種。
4.1 金相法與微區域成分分析結合
在金相觀察中選出待定夾雜物后,用電子探險針(EPMA)進行微區成分分析或者應用掃描電鏡(SEM)自帶能譜分析(EDS)進行成分分析。通常可以測定尺寸大于1μm的夾雜物的組成元素和大致成分,如果采用個別元素的面掃描還可以得到更為直觀的結果。圖4是使用掃描電鏡對Q460鋼中的一顆夾雜物進行的面分析圖譜,依次進行硫、錳、硅和鐵四種元素的面掃描,從掃描結果可以推斷出,明場觀察中夾雜物為MnS、SiO2和FeS,通過能譜儀(EDS)對其進行成分分析,還可直接得到各元素的質量分數。

4.2 光學金相法
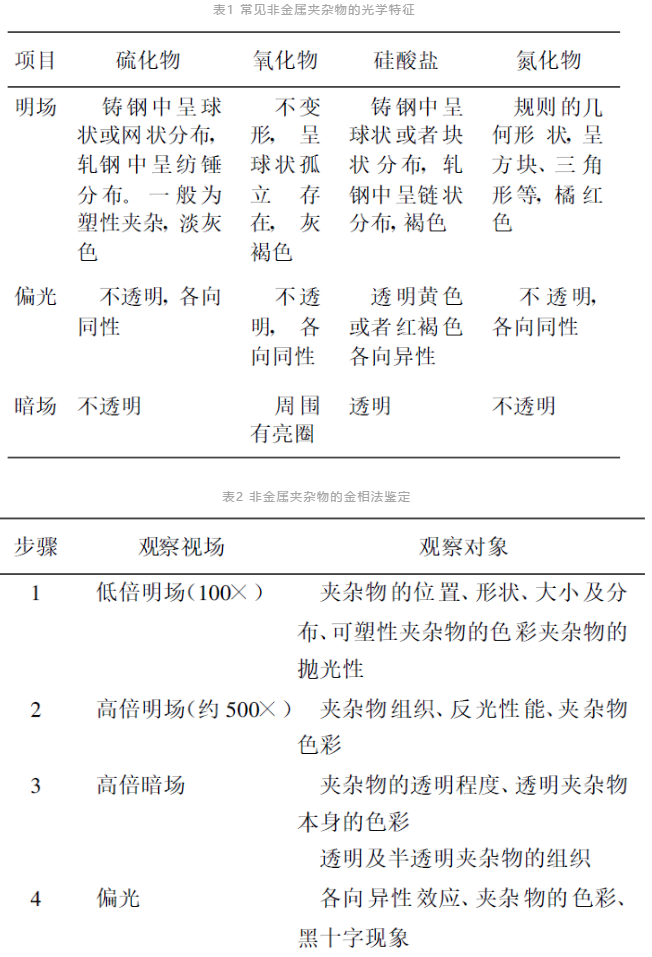
在光學顯微鏡下利用明視場觀察夾雜物的顏色、形態、大小和分布;在暗場下觀察夾雜物的固有色彩和透明度;在正交偏振光下觀察夾雜物的各種光學性質,從而判斷夾雜物類型。根據夾雜物的分布情況及數量評定相應的級別,評判其對鋼材性能的影響。目前檢驗和研究鋼中非金屬夾雜物的方法很多,有化學法、巖相法、金相法、電子探針和電子掃描法等。
金相法鑒定夾雜物是根據夾雜物的形貌、分布及其在明場、暗場和偏光下的光學特征(表1),與已知的夾雜物特征對照以確定其類型。必要時可以測定夾雜物的顯微硬度或經受化學試劑腐蝕的能力。非金屬夾雜物的金相法鑒定步驟見表2。
5、非金屬夾雜物的質量評級
5.1 國標評級
定量測定是優質鋼以及高級優質鋼的常規檢測項目之一。夾雜物類型已知的條件下,采用標準等級比較法,以判定鋼材質量的優劣或是否合格。夾雜物的評級可以根據GB/T10561—2005標準進行。試樣經過仔細拋光,夾雜物應保存完好,不經侵蝕在放大100倍顯微鏡下觀察。把試樣上夾雜物最嚴重的視場與標準級別圖片比較來評定其等級。GB/T10561—2005標準列出三類夾雜物的級別圖。氧化物為一類,硫化物又按照夾雜物最嚴重的粗細分為兩個系列,每一個系列分5級,級別越高,表示夾雜物含量越多。評級時若不能評成整數,可以采用半級。作為重要零件用的合金結構鋼或工具鋼,應根據零件的要求定出非金屬夾雜物的合格級別,對于合金結構鋼,一般最高級別不得超過氧化物及硫化物各3級,兩者之和為5.5級。
高碳鉻軸承鋼則按照GB/T18254—2016標準進行分類及評級。按GB/T 10561—2005中的A法進行評級,其檢驗結果應符合下列規定:
a) 對于A類、B類、C類、D類的非金屬類夾雜物,模注鋼所有試樣三分之二和每個鋼錠至少有一個試樣以及所有試樣的平均值應不超過表3規定;連鑄鋼所有試樣三分之二和所有試樣的平均值應不超過表3規定;
b)對于DS類的非金屬夾雜物,其最大值應不超過表3的規定;
c) 對于氮化鈦:牌號G8Cr15、GCr15鋼材應按形貌分別并人B類、D類、DS類評級,其他牌號的鋼材由供需雙方協商評級。

為了定量研究夾雜物對性能的影響,需要測定夾雜物的大小及間距的統計分布,在夾雜物較細小時,要在電鏡下進行。定量測定要求測定較多的視場以求得統計分布。自動圖像分析儀的應用可以大大加速測定工作的進程,并獲得較為準確的結果。
5.2 JK標準評級
將夾雜物分為A、B、C和D四個基本類型,它們分別是硫化物、氧化鋁、硅酸鹽和球狀氧化物。每類夾雜物按照厚度和直徑的不同又可分為細系和粗系兩個系列,每個夾雜物由表示夾雜物數量遞增的五級圖片(1~5)組成。評定夾雜物級別時,允許評半級。結果是用每個試樣每類夾雜物最惡劣視場的級別數表示。鋼中非金屬夾雜物的評定方法可以參照GB/T10561—2005標準。
5.3 ASTM評級標準
ASTM標準評級圖又稱修改的JK圖,評級圖中夾雜物的分類,系列的劃分均與JK評級標準圖相同,但評級圖由0.5~2.5組成,它適用于評定高純度鋼的夾雜物,常用于承受較大壓延量的產品中,如板材、管材和線材等。結果是用每類夾雜物不同級別的視場總數來表示。
6、結束語
鋼中非金屬夾雜物含量雖然少,但對鋼的性能影響極大,所以必須對它進行定性和定量的檢測。根據夾雜物在顯微鏡下不同的光學特征,可以定性鑒定鋼中非金屬夾雜物,在結合有關標準和相關微區成分分析可以定量評定夾雜物的級別,綜合來判定鋼的質量,進而找出規律,改進工藝,盡可能減少有害夾雜物的含量,提高產品質量。
(來源:軸承雜志社)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3

營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回