
大量的應用實踐和壽命試驗都表明,軸承失效多為接觸表面疲勞。GB/T 24611—2020/ISO15243:2017將疲勞列在軸承六種常見失效模式之首,被列在第六位的斷裂在形成過程中也因有疲勞的原因,被稱為疲勞斷裂。典型的疲勞失效分為次表面起源型和表面起源型。

一、次表面起源型疲勞
滾動接觸最大接觸應力發生在表面下一定深度的某處,在交變應力的反復作用下,在該處形成疲勞源(微裂紋)。裂紋源在循環應力下逐步向表面擴展,形成開放式的片狀裂縫,進而被撕裂為片狀顆粒從表面剝落,產生麻點、凹坑。如該處軸承鋼存在某種薄弱點、或缺陷(常見的如非金屬夾雜物、氣隙、粗大碳化物的晶界面),將加速疲勞源的形成和疲勞裂紋的擴展,大大降低疲勞壽命。
深溝球軸承旋轉內圈上的次表面起源型剝落
二、表面起源型疲勞
接觸表面處有損傷,這些損傷可能是原始的,即制造過程中形成的劃傷、碰痕,也可能是使用中產生的,如潤滑劑中的硬顆粒,軸承零件相對運動產生的微小擦傷;損傷處可能存在潤滑不良,如潤滑劑貧乏,潤滑劑失效;不良的潤滑狀態加劇滾動體與滾道之間的相對滑動,導致表面損傷處的微凸體根部產生顯微裂紋;裂紋擴展導致微凸體脫落,或形成片狀剝落區。這種剝落深度較淺,有時易與暗灰色蝕斑相混淆。

圓錐滾子軸承靜止內圈上已經擴展的 次表面起源型剝落
三、疲勞斷裂
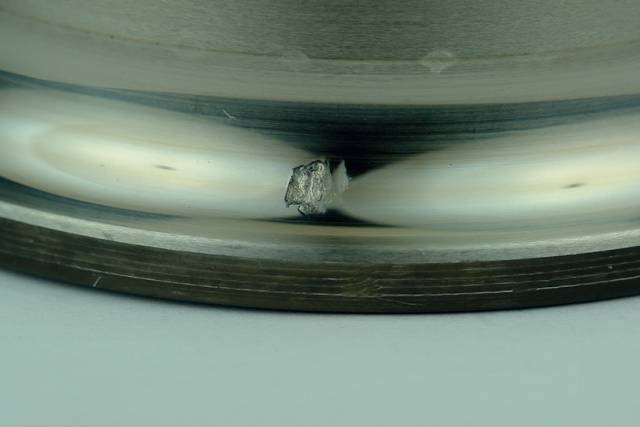
疲勞斷裂的起源是過度緊配合產生的裝配應力與循環交變應力形成的疲勞屈服,裝配應力、交變應力與屈服極限之間的平衡一旦失去,便會沿套圈軸線方向產生斷裂,形成貫穿狀的裂縫。
實踐中正常使用失效的軸承,其損壞大多如上所述,即接觸表面疲勞,而三種疲勞失效類型又以次表面起源型疲勞最為常見,ASO281和ISO281/amd.2推薦的軸承壽命計算方法就是以次表面起源型疲勞為基礎得出的。
常用的抗疲勞方法有:
A、熱處理技術
熱處理是常用的改善材料力學性能的工藝方法,為了適應不同材料零件的不同使用要求,需要選擇不同的熱處理工藝,預先熱處理組織、淬火加熱溫度、加熱速度、冷卻方式(介質與速度)、回火溫度與時間等都對機械性能有明顯影響,要對諸多熱處理參數進行優化、組合,以求得適應使用條件的最佳性能,從而延長零件的耐疲勞壽命。構建熱處理虛擬生產平臺,推動熱處理技術向高新技術知識密集型轉變。熱處理工藝參數的優化及發展數字化熱處理技術是實現抗疲勞制造的重要前提。

B、表面化學熱處理
表面化學熱處理的改性作用主要在表面,可根據不同的使用要求,選擇滲入的化學元素,如滲碳后淬回火以提高表面硬度,但工件畸變不易控制:滲氮后形成金屬氮化物可獲得更高的表面硬度及耐磨性、耐蝕性和抗疲勞性能,且工件畸變小,但效率不高;共滲工藝使硬度、耐磨、耐蝕、抗疲勞性能更優,且淬火畸變少,但硬化層薄,不宜于重載工件。表面化學熱處理的發展方向是擴大低溫化學處理的應用,提高滲層質量,加速處理過程,發展環保型工藝、復合滲工藝及模擬數字化處理技術。
C、表面強化技術的應用
傳統的表面強化技術源于冷作硬化原理,如拋丸、噴砂、噴丸等,新的表面強化技術如激光表面硬化、激光噴丸表面硬化、超聲滾光硬化、化學方法表面硬化,復合各種工藝的表面硬化新技術已在許多領域中被成功應用,如激光一噴丸工藝(激光沖擊處理),使用高能脈沖激光在零件表面形成沖擊波,使表面材料產生壓縮和塑性變形,形成表面殘余壓應力,從而增強了抗疲勞能力(如抗應力裂紋、耐腐蝕疲勞等)。

D、表面改性技術
常用的表面改性技術主要有離子注入和表面涂覆。
離子注入是非高溫過程,沒有冶金學和平衡相圖的限制,可根據不同需要選擇不同注入元素與劑量以獲得預期的表面性能。如:注入鉻離子以增強基體材料的抗腐蝕和耐疲勞能力;注入硼離子以增強基體的抗磨損能力。
表面涂覆技術包括物理氣相沉積(PVD),化學氣相沉積(CVD)射頻濺射(RF)離子噴鍍(PSC),化學鍍等。
此外,離子滲工藝在一定真空度下利用高壓直流電使被滲元素處于離子狀態,使產生的離子流轟擊工件表面,在表面形成化合物達到降低摩擦、提高耐磨性的目的。

E、微細加工與光整技術
作為一種先進的制造技術,高精度的微細加工與調配、光整技術,也為提高基礎零件的抗疲勞能力發揮出重要作用。超精密的研磨加工、渦流光整加工,以降低工件表面粗糙度為目的,加工后的表面理化特性、力學特性、接觸處的輪廓形狀都發生有益的改變,可修正接觸應力分布,利于動力潤滑油膜的形成,提高疲勞壽命。
F、協調硬度匹配
不同零件的硬度匹配關系,也能協調滾動接觸處的應力與應變傳遞狀態,對延長零件的疲勞壽命產生明顯效果。
(來源:可靠性知識)


軸研所公眾號 軸承雜志社公眾號
Copyright © 2019 洛陽軸承研究所有限公司, All Rights Reserved 備案號:豫ICP备18028303号-3

營銷熱線
0379-64367521
0379-64880626
13693806700
0379-64880057
0379-64881181
 返回
返回